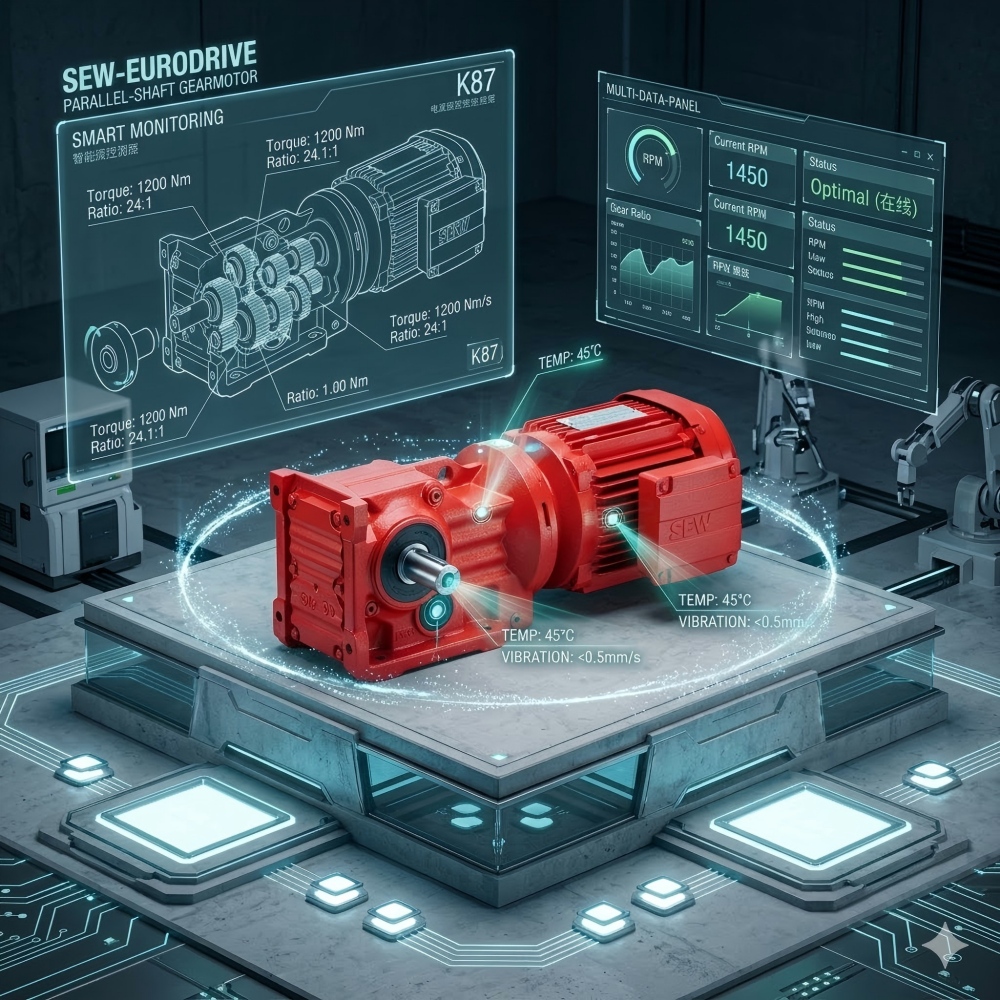
MGF..-DSM Drive Unit with MOVITRAC® LTP-B
We meet the needs of system designers and operators seeking a highly efficient IE4 solution suitable for central control cabinet installations with our integrated MGF..-DSM gearmotor, paired with our MOVITRAC® LTP-B control cabinet inverter and Configurable Control Unit (CCU).
MGF..-DSM drive unit with MOVITRAC® LTP-B and CCU
MGF..-DSM drive unit with MOVITRAC® LTP-B and CCU
An Efficient Solution for Central Installations
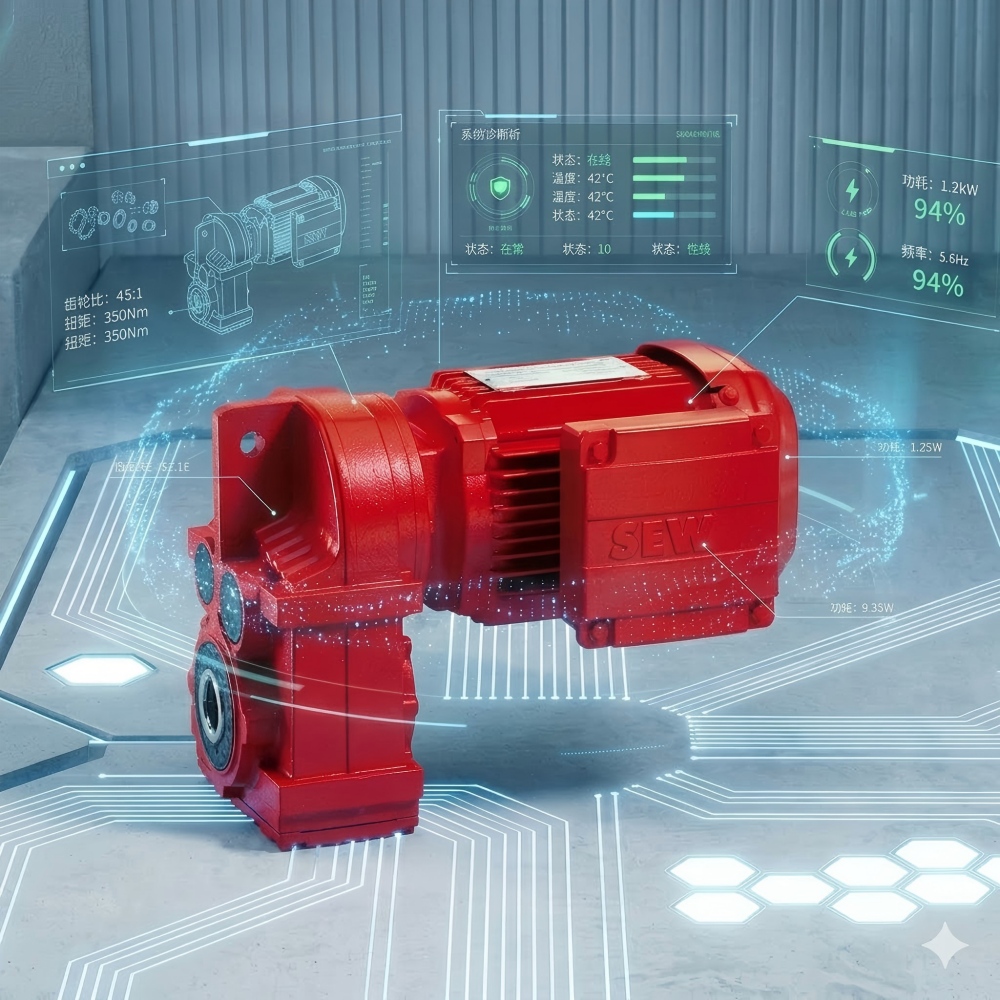
Our solution combining the MGF..-DSM gearmotor with the MOVITRAC® LTP-B inverter extends many advantages of our MOVIGEAR® mechatronic drive system to central installations. To achieve this, we pair the MGF..-DSM gearmotor with the MOVITRAC® LTP-B control cabinet inverter, along with a CCU configurable application controller or a fieldbus gateway. All components of this system are specially coordinated, highly efficient to handle and operate, and fully integrated into SEW‑EURODRIVE software tools.
The system’s features make it ideal for item, packaging unit, and container transport systems in the food and beverage industry. It is widely favored for retrofitting projects focused on energy efficiency, as well as new installations requiring central control cabinet mounting for the frequency inverter.
New Member Added to the Mechatronics Product Family
The new size 1 MGF..-DSM drive unit complements our product portfolio, delivering high overall system efficiency for centralized installations in the lower power range. It is perfectly suited for conveyor applications requiring low torques ranging from 10 to 100 Nm.